The global cold chain logistics industry is undergoing a massive transformation, driven by the increasing demand for fresh food delivery and the rapid expansion of the pharmaceutical sector. Cold storage facilities, which operate in extreme temperatures ranging from -20°C to -40°C, face unique lighting challenges. Traditional HID and fluorescent lamps often fail in these environments, losing efficiency or failing to strike instantly. This has positioned LED technology not just as an alternative, but as a critical necessity.
Today, the China OEM Cold Storage LED Light Manufacturers are at the forefront of this evolution. Modern facilities are demanding lighting that is not only energy-efficient but also "smart." Integration with IoT sensors allows for automated dimming based on occupancy, which is crucial in cold rooms where every watt of heat generated by a light bulb translates into more work for the refrigeration system. High-efficacy LEDs (up to 210lm/W) minimize heat emission while maximizing visibility, ensuring safety and productivity in harsh industrial conditions.
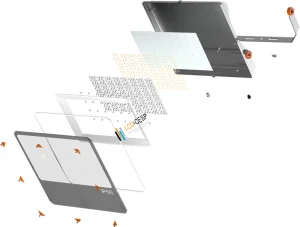
Designed to operate flawlessly at -40°C without flickering or lumen loss.
Complete protection against dust and high-pressure water jets during cleaning.
No warm-up time required, ensuring immediate full brightness in emergency or high-traffic zones.
Reduces the thermal load on refrigeration units, significantly lowering energy bills.
Global procurement teams for logistics giants are no longer just looking for the cheapest price; they are seeking reliability and long-term TCO (Total Cost of Ownership). When sourcing from a Cold Storage LED Light Factory, buyers prioritize features like advanced thermal management and robust driver designs. Since maintenance in a sub-zero freezer is both difficult and dangerous, the longevity of the light fixture is paramount.
Localized application scenarios vary widely. In seafood processing plants, the high humidity and salt content require anti-corrosive finishes. In pharmaceutical warehouses, uniform lighting with high color rendering (CRI) is essential for reading small labels on vaccine vials. Our factory provides tailored OEM solutions that address these specific needs, from variable beam angles for high-rack shelving to motion-activated dimming for low-traffic walk-in freezers.
As a leading manufacturer in Guangdong, we bridge the gap between high-end innovation and cost-efficient production.
SQM Factory Area
Skilled Technicians
Global Distributors
Countries Served
The factory covers 8000sqm and 120 labors. We're well equipted with manufacturing and testing facilities and we have strong teams for R&D, sales and servise. We're original manufactuer of our own designed products, OEM available. Our focus is on revolutionary innovation that makes our products easy to use, convenient, and secure.
Every success story has a beginning. We have successfully implemented lighting solutions for Gyms, Showrooms, Factory Workshops, and Logistics Centers worldwide.


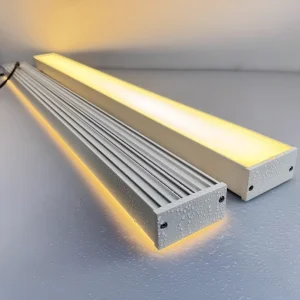
In the competitive landscape of China OEM Cold Storage LED Light Manufacturers, technical superiority is defined by the details. Our fixtures use specialized thermal paste that remains conductive at low temperatures, and our aluminum housings are powder-coated with high-grade materials to prevent oxidation in moist environments. As an industry leader, we also focus on "Flicker-Free" drivers, which are essential for CCTV monitoring systems often used in high-security pharmaceutical cold rooms.
The future of cold storage lighting lies in full automation. We are currently developing a new line of DALI-2 and Zigbee compatible fixtures that allow facility managers to monitor energy consumption in real-time. Whether you are a wholesaler looking for reliable OEM partners or a project contractor needing bespoke lighting designs, our factory offers the scalability and engineering expertise to bring your vision to life.
Stay updated with our latest technological breakthroughs and project milestones.
Every success story has a beginning. We are committed to redefining the standards of industrial lighting through continuous improvement and client feedback. Join our network of happy clients across 19 countries.