Happy Clients Worldwide
Countries & Regions Exported
Modern Manufacturing Factory
Skilled Technical Labors
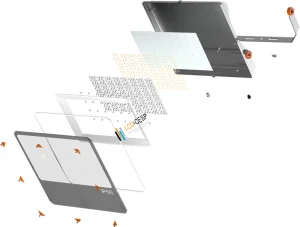
As the global demand for energy-efficient lighting continues to surge, the Backlit LED Panel Light has emerged as a frontrunner in the industrial and commercial sectors. Unlike traditional edge-lit panels, backlit technology positions the LED chips directly behind the diffuser. This structural innovation ensures superior thermal management, higher luminous efficacy (often reaching up to 140lm/W), and a significantly longer lifespan.
In the current commercial landscape, enterprises in Europe, North America, and Southeast Asia are aggressively transitioning to backlit solutions to meet carbon neutrality goals and reduce operational costs. The global market is witnessing a shift towards "Human-Centric Lighting," where backlit panels with CCT (Correlated Color Temperature) adjustable features are used to enhance employee productivity and well-being in office environments.
For international buyers—ranging from large-scale distributors to lighting contractors—partnering with a China Backlit LED Panel Light Factory offers unparalleled advantages. As a leading supplier based in Guangdong, we provide a complete vertical integration of the supply chain.
The industry is moving towards "Modular and Smart Illumination." Future backlit panels will not only provide light but serve as data nodes within a building's ecosystem. Integrated sensors for occupancy and daylight harvesting are becoming standard requirements in smart city initiatives. Furthermore, the aesthetic trend is moving toward "Frameless" and "Sky Decorative" panels, which transform a standard ceiling into an architectural feature.
1. Healthcare & Laboratories: In these environments, hygiene is paramount. Our IP54-rated clean room panels prevent dust accumulation and are easy to sanitize, making them ideal for hospitals and pharmaceutical labs.
2. Education & High-End Offices: Eye protection is the priority here. Utilizing UGR<19 technology ensures that students and workers can focus for long hours without eye strain or fatigue caused by light flicker.
3. Retail & Showrooms: High CRI (Color Rendering Index) backlit panels ensure that product colors are vibrant and true to life, directly influencing consumer purchasing decisions.
Spanning 8,000 square meters with over 120 dedicated professionals, our facility is equipped with state-of-the-art SMT lines and aging test chambers. As an original manufacturer, we hold full control over the design and production process. This ensures that every Backlit LED Panel Light leaving our factory meets the rigorous standards of global certifications like TUV, SAA, and ETL.


TUV/CE/CB Approved IP20 LED Slim Back Light, LED Backlit Panel Light, Recessed Panel Light


Honeycomb LED Panel Light SMD2835 LED Panel Light Recessed Mounted 9W 18W 24W 36W LED Panel Light

IP66 Waterproof Outdoor Marine Lights 100W LED Deck Flood Light Cove Lighting Lamp
![]()

COB Surface Mounted LED Lights Black Square LED Downlights Lighting Mounted LED Light

Smart LED Panel Lights Ceiling Down Light WiFi Alexa Tuya Square LED Recessed Smart LED Panel Light




Clean Room Light Lab Pharma Hospital LED Flat Panel 2X2FT SMD IP54 Recessed Light


Custom 603*603mm 600*600mm Decorative Sky and Cloud LED Panel Light Sky

3600 Lumens 36W Square Shape Surfaced Mounted Recessed Flat Panel LED Light